
Structural steel fabrication is a process that demands precision at every stage. Each component must fit together exactly, carry the loads it was designed for, and pass inspection against international standards. Even a small deviation in the early steps can affect the quality and safety of the entire structure.
This is why WCE has established a Standardised Structural Assembly Procedure — to ensure every team works to the same method, delivers consistent quality, and minimises errors throughout production. This article walks through the complete process, from planning to delivery.
Why “One Standard” Matters
In structural steelwork, quality is not created by a single inspection at the end of the line. It is built into every step from the very beginning. When everyone in the production chain follows the same procedure and works from the same drawings and specifications, the result becomes predictable, traceable, and consistent across every project.
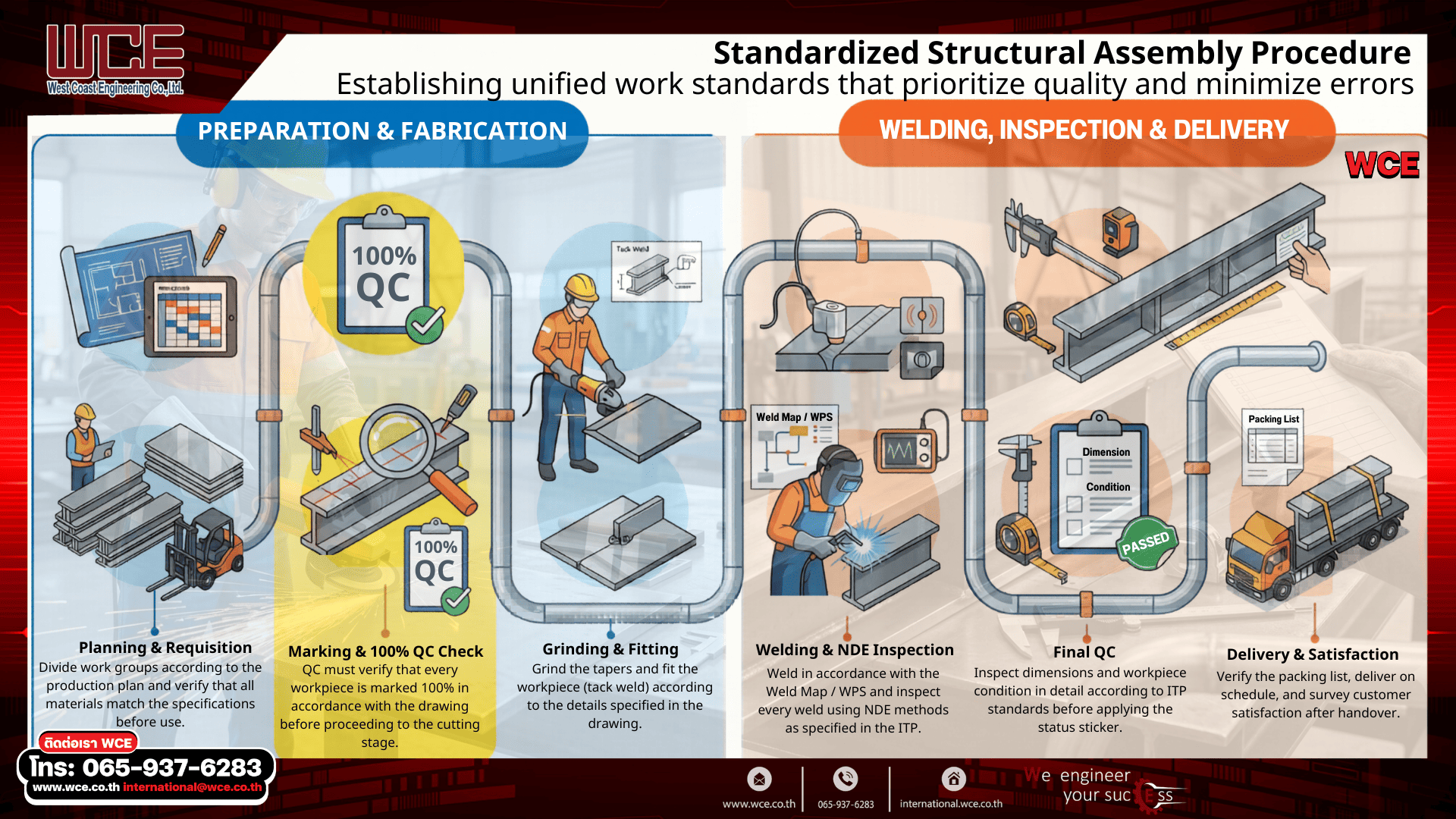
The full process is organised into two main phases: preparation & fabrication and welding, inspection & delivery.
Phase 1: Preparation & Fabrication
1. Planning & Requisition
Everything begins with sound planning. Work is divided into groups according to the production plan, and all requisitioned materials are checked against the specifications and required quantities before use. Verifying material accuracy at the source prevents problems that could otherwise cascade through the entire production line.
2. Marking & 100% QC Check
Before any workpiece is cut, the QC team verifies the marking against the drawing 100% — every single piece, not by random sampling. Once approved, the inspector signs and records it on the drawing before the piece moves on to cutting. If a drawing is revised, the workpiece is re-marked to match the latest version every time. This 100% checkpoint is the critical barrier that prevents cutting errors before they happen.
3. Grinding & Fitting
After cutting, components are ground to shape (grinding taper) to prepare the weld areas, then fitted together using tack welds according to the details specified in the drawing. Each piece is checked again for dimension and condition to confirm it matches the drawing before moving into full welding.
Phase 2: Welding, Inspection & Delivery
4. Welding & NDE Inspection
Welding is carried out according to the Weld Map and WPS (Welding Procedure Specification) — the qualified document that defines the approved welding method. Each welder records their personal identification number on the weld seam, ensuring full traceability.
Every weld is then examined using NDE (Non-Destructive Examination) — a technique for detecting internal weld defects without damaging the workpiece — in accordance with the ITP (Inspection and Test Plan). Any defects found are repaired to specification before the work proceeds.
5. Final QC
Before closing out the job, each workpiece undergoes a detailed dimension and condition check against ITP standards. A unique identifier is applied to each piece (Mark No. / hard stamping) according to project requirements. Once everything meets the criteria, a status sticker is applied to confirm the workpiece is ready for delivery.
6. Delivery & Satisfaction
The final step is verifying the packing list in full — both the quantity of pieces and their condition — and delivering on the schedule agreed with the customer. Once delivery is complete and in accordance with the contract, a customer satisfaction survey is conducted, with the feedback used to continuously improve quality of work.
Related Standards & References
The procedure above is aligned with internationally recognized standards and practices, including:
ASME Section IX — the international standard for qualifying welding procedures and welders
WPS / PQR (Welding Procedure Specification / Procedure Qualification Record) — documents that define and qualify welding methods
NDE (Non-Destructive Examination) — inspection of weld seams without damaging the workpiece
Conclusion
WCE’s Standardised Structural Assembly Procedure reflects one essential principle: quality must be controlled at every step, not inspected only at the end. From planning, through the 100% QC check before cutting, to NDE and final inspection before delivery, every step is designed to produce work that is consistent, reliable, and fully traceable.
We engineer your success.
There are 6 main steps in two phases. Preparation & Fabrication covers planning and requisition, marking with a 100% QC check, and grinding and fitting. Welding, Inspection & Delivery covers welding and NDE, final QC, and delivery with a satisfaction survey.
It is an inspection of the marking against the drawing on every workpiece before cutting, not a random sample. This checkpoint prevents cutting errors before they happen, reducing scrap and stopping mistakes from spreading through the production line.
NDE is the inspection of weld seams to detect internal defects without damaging the workpiece. It is performed according to the ITP, and any defects found are repaired to specification before the work proceeds.
WPS (Welding Procedure Specification) is the qualified document that defines the approved welding method. ITP (Inspection and Test Plan) is the plan that defines which inspection and test points are checked at each stage.