
งานประกอบโครงสร้างโลหะ (Structural Steel Fabrication) คือกระบวนการที่ต้องอาศัยความแม่นยำสูงในทุกขั้นตอน เพราะชิ้นงานแต่ละชิ้นต้องประกอบเข้าด้วยกันได้อย่างพอดี รับแรงได้ตามที่ออกแบบ และผ่านการตรวจสอบตามมาตรฐานสากล ความคลาดเคลื่อนเพียงเล็กน้อยในขั้นต้น อาจส่งผลต่อคุณภาพและความปลอดภัยของโครงสร้างทั้งระบบ
ด้วยเหตุนี้ WCE จึงกำหนด ขั้นตอนมาตรฐานงานประกอบโครงสร้าง ขึ้น เพื่อให้ทุกหน่วยงานทำงานในแนวทางเดียวกัน ได้คุณภาพเป็นมาตรฐานเดียวกัน และลดความผิดพลาดในการดำเนินงานให้น้อยที่สุด บทความนี้จะพาไปทำความเข้าใจกระบวนการทั้งหมด ตั้งแต่การวางแผนไปจนถึงการส่งมอบ
ทำไมต้องมี “มาตรฐานเดียวกัน”
ในงานเหล็กโครงสร้าง คุณภาพไม่ได้เกิดจากการตรวจสอบที่ปลายทางเพียงอย่างเดียว แต่เกิดจากการควบคุมทุกขั้นตอนตั้งแต่ต้นทาง เมื่อทุกคนในสายการผลิตทำงานตามขั้นตอนเดียวกัน ใช้แบบ (Drawing) และข้อกำหนด (Specification) ชุดเดียวกัน ผลลัพธ์ที่ได้จึงคาดเดาได้ ทวนสอบได้ และส่งมอบงานที่มีคุณภาพสม่ำเสมอในทุกโครงการ
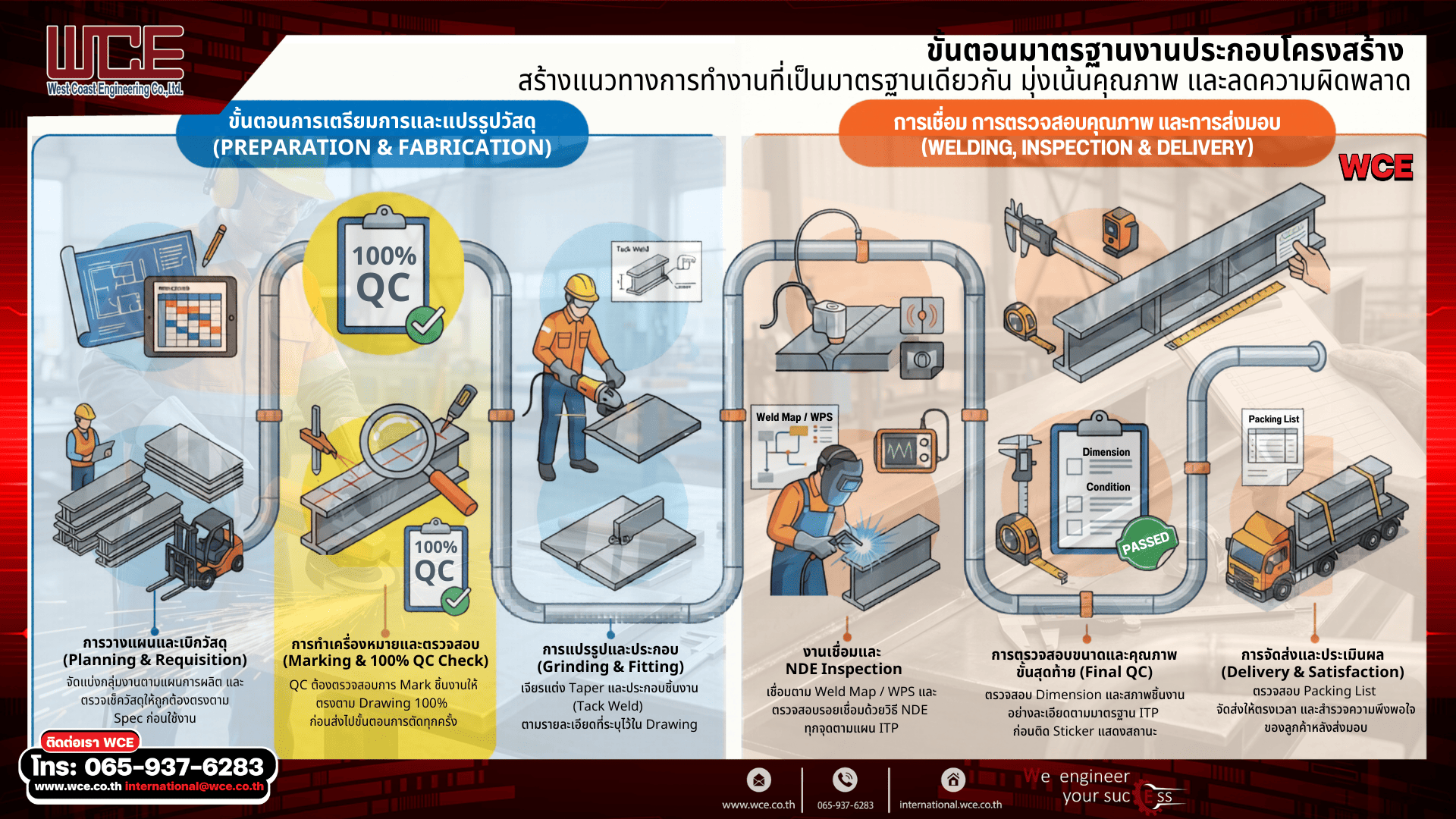
กระบวนการทั้งหมดแบ่งออกเป็น 2 ระยะหลัก ได้แก่ การเตรียมการและแปรรูปวัสดุ และ การเชื่อม การตรวจสอบคุณภาพ และการส่งมอบ
ระยะที่ 1: การเตรียมการและแปรรูปวัสดุ (Preparation & Fabrication)
1. การวางแผนและเบิกวัสดุ (Planning & Requisition)
ทุกอย่างเริ่มจากการวางแผนที่ดี ในขั้นนี้จะมีการแบ่งกลุ่มงานให้สอดคล้องกับแผนการผลิต พร้อมตรวจเช็ควัสดุที่เบิกมาให้ถูกต้องตรงตามข้อกำหนด (Spec) และจำนวนที่ต้องใช้จริง ก่อนนำไปใช้งานทุกครั้ง การยืนยันความถูกต้องของวัสดุตั้งแต่ต้นทาง ช่วยป้องกันปัญหาที่อาจลุกลามไปทั้งสายการผลิต
2. การทำเครื่องหมายและตรวจสอบ 100% QC (Marking & 100% QC Check)
ก่อนนำชิ้นงานไปตัด ทีม QC จะตรวจสอบการทำเครื่องหมาย (Marking) ให้ตรงตามแบบ Drawing แบบ 100% ทุกชิ้น ไม่ใช่การสุ่มตรวจ เมื่อผ่านการตรวจแล้วจึงเซ็นชื่อกำกับและบันทึกลงในแบบก่อนส่งต่อไปยังขั้นตอนการตัด หากมีการแก้ไขแบบใหม่ ก็จะต้องทำเครื่องหมายใหม่ให้ตรงกับแบบล่าสุดเสมอ การตรวจ 100% ในจุดนี้คือด่านสำคัญที่ป้องกันการตัดผิดตั้งแต่ก่อนลงมือ
3. การแปรรูปและประกอบ (Grinding & Fitting)
หลังการตัด ชิ้นงานจะถูกเจียรแต่งมุม (Grinding Taper) เพื่อเตรียมแนวเชื่อม และนำมาประกอบเข้าด้วยกันด้วยการเชื่อมยึด (Tack Weld) ตามรายละเอียดที่ระบุไว้ในแบบ ทุกชิ้นงานต้องถูกตรวจสอบขนาดและความเรียบร้อยอีกครั้ง เพื่อให้มั่นใจว่าตรงตามแบบก่อนเข้าสู่งานเชื่อมจริง
ระยะที่ 2: การเชื่อม การตรวจสอบคุณภาพ และการส่งมอบ (Welding, Inspection & Delivery)
4. งานเชื่อมและการตรวจสอบแบบไม่ทำลาย (Welding & NDE Inspection)
งานเชื่อมจะดำเนินการตาม Weld Map และ WPS (Welding Procedure Specification) ซึ่งเป็นเอกสารกำหนดวิธีการเชื่อมที่ผ่านการรับรองแล้ว ช่างเชื่อมแต่ละคนจะลงหมายเลขประจำตัวกำกับที่แนวเชื่อม เพื่อให้สามารถตรวจสอบย้อนกลับได้
จากนั้นแนวเชื่อมทุกจุดจะถูกตรวจด้วยวิธี NDE (Non-Destructive Examination) หรือการตรวจสอบแบบไม่ทำลาย ซึ่งเป็นเทคนิคตรวจหาความบกพร่องภายในแนวเชื่อมโดยไม่ทำให้ชิ้นงานเสียหาย ตามแผนการตรวจสอบ ITP (Inspection and Test Plan) หากพบจุดบกพร่องจะมีการแก้ไขตามข้อกำหนดก่อนดำเนินการต่อ
5. การตรวจสอบขนาดและคุณภาพขั้นสุดท้าย (Final QC)
ก่อนปิดงาน ชิ้นงานจะถูกตรวจสอบขนาด (Dimension) และสภาพอย่างละเอียดตามมาตรฐาน ITP อีกครั้ง รวมถึงการตอกหมายเลขกำกับชิ้นงาน (Mark No. / Hard Stamping) เพื่อระบุตัวตนของแต่ละชิ้นตามข้อกำหนดโครงการ เมื่อทุกอย่างผ่านเกณฑ์ จึงติดสติกเกอร์แสดงสถานะ (Status Sticker) เป็นการยืนยันว่าชิ้นงานพร้อมส่งมอบ
6. การจัดส่งและประเมินผล (Delivery & Satisfaction)
ขั้นตอนสุดท้ายคือการตรวจสอบเอกสาร Packing List ให้ครบถ้วน ทั้งจำนวนชิ้นงานและสภาพความเรียบร้อย จัดส่งให้ตรงเวลาตามที่ตกลงกับลูกค้า และเมื่อส่งมอบครบถ้วนตามสัญญาแล้ว จึงทำการสำรวจความพึงพอใจของลูกค้า เพื่อนำข้อมูลกลับมาพัฒนาคุณภาพการทำงานอย่างต่อเนื่อง
มาตรฐานและเอกสารอ้างอิงที่เกี่ยวข้อง
ขั้นตอนการทำงานข้างต้นอ้างอิงและสอดคล้องกับมาตรฐานและแนวปฏิบัติสากล ได้แก่
สรุป
ASME Section IX — มาตรฐานสากลว่าด้วยการรับรองกระบวนการเชื่อมและช่างเชื่อม
WPS / PQR (Welding Procedure Specification / Procedure Qualification Record) — เอกสารกำหนดและรับรองวิธีการเชื่อม
NDE (Non-Destructive Examination) — การตรวจสอบแนวเชื่อมแบบไม่ทำลายชิ้นงาน
ITP (Inspection and Test Plan) — แผนการตรวจสอบและทดสอบที่กำหนดจุดตรวจในแต่ละขั้นตอน
ขั้นตอนมาตรฐานงานประกอบโครงสร้างของ WCE สะท้อนหลักการสำคัญข้อหนึ่ง คือ คุณภาพต้องถูกควบคุมในทุกขั้นตอน ไม่ใช่ตรวจเฉพาะปลายทาง ตั้งแต่การวางแผน การตรวจ 100% QC ก่อนตัด ไปจนถึง NDE และการตรวจสอบขั้นสุดท้ายก่อนส่งมอบ ทุกขั้นตอนถูกออกแบบมาเพื่อให้ได้งานที่มีคุณภาพเป็นมาตรฐานเดียวกัน เชื่อถือได้ และตรวจสอบย้อนกลับได้
We engineer your success.
มี 6 ขั้นตอนหลัก แบ่งเป็น 2 ระยะ คือ การเตรียมการและแปรรูปวัสดุ (วางแผน–เบิกวัสดุ, ทำเครื่องหมายและตรวจ 100% QC, แปรรูปและประกอบ) และการเชื่อม–ตรวจสอบ–ส่งมอบ (งานเชื่อมและ NDE, ตรวจสอบขั้นสุดท้าย, จัดส่งและประเมินผล)
เป็นการตรวจการทำเครื่องหมาย (Marking) ให้ตรงตามแบบ Drawing ทุกชิ้นก่อนนำไปตัด ไม่ใช่การสุ่มตรวจ จุดนี้คือด่านป้องกันการตัดผิดตั้งแต่ก่อนลงมือ ซึ่งช่วยลดของเสียและความผิดพลาดที่อาจลุกลามทั้งสายการผลิต
คือการตรวจสอบแนวเชื่อมเพื่อหาความบกพร่องภายในโดยไม่ทำให้ชิ้นงานเสียหาย ดำเนินการตามแผน ITP หากพบจุดบกพร่องจะแก้ไขตามข้อกำหนดก่อนดำเนินการต่อ
WPS (Welding Procedure Specification) คือเอกสารกำหนดวิธีการเชื่อมที่ผ่านการรับรอง ส่วน ITP (Inspection and Test Plan) คือแผนที่กำหนดว่าจะตรวจสอบและทดสอบจุดใดบ้างในแต่ละขั้นตอน